Beranda
/ How To Compute Cpk In Excel - Process Capability Analysis | Download Cp & Cpk Excel ... / Type 1 in a2, 2 in a3, 3 in a4, 4 in a5, 5 in a6, 6 in a7, 7 in a8, 8 in a9, 9 in a10, and 10 in a11.
How To Compute Cpk In Excel - Process Capability Analysis | Download Cp & Cpk Excel ... / Type 1 in a2, 2 in a3, 3 in a4, 4 in a5, 5 in a6, 6 in a7, 7 in a8, 8 in a9, 9 in a10, and 10 in a11.
Insurance Gas/Electricity Loans Mortgage Attorney Lawyer Donate Conference Call Degree Credit Treatment Software Classes Recovery Trading Rehab Hosting Transfer Cord Blood Claim compensation mesothelioma mesothelioma attorney Houston car accident lawyer moreno valley can you sue a doctor for wrong diagnosis doctorate in security top online doctoral programs in business educational leadership doctoral programs online car accident doctor atlanta car accident doctor atlanta accident attorney rancho Cucamonga truck accident attorney san Antonio ONLINE BUSINESS DEGREE PROGRAMS ACCREDITED online accredited psychology degree masters degree in human resources online public administration masters degree online bitcoin merchant account bitcoin merchant services compare car insurance auto insurance troy mi seo explanation digital marketing degree floridaseo company fitness showrooms stamfordct how to work more efficiently seowordpress tips meaning of seo what is an seo what does an seo do what seo stands for best seotips google seo advice seo steps, The secure cloud-based platform for smart service delivery. Safelink is used by legal, professional and financial services to protect sensitive information, accelerate business processes and increase productivity. Use Safelink to collaborate securely with clients, colleagues and external parties. Safelink has a menu of workspace types with advanced features for dispute resolution, running deals and customised client portal creation. All data is encrypted (at rest and in transit and you retain your own encryption keys. Our titan security framework ensures your data is secure and you even have the option to choose your own data location from Channel Islands, London (UK), Dublin (EU), Australia.
How To Compute Cpk In Excel - Process Capability Analysis | Download Cp & Cpk Excel ... / Type 1 in a2, 2 in a3, 3 in a4, 4 in a5, 5 in a6, 6 in a7, 7 in a8, 8 in a9, 9 in a10, and 10 in a11.. If cp = cpk the process is centered at the midpoint of the specification limits. If you want that i make some adjustments for you contact me. In order for you to calculate cpk you need to calculate the average of your sample data by using the average function. To calculate the cp, cpk, and control limits use moving range or averages to estimate the variation. If you want to calculate directly from failure rate instead of using dpmo:
Process capability index shows how closely a process is able to produce the output to its overall specifications. → this study will give the outcome of the cpk value. The cpk formula in excel is inside the sheet. Failure rate = defects / opportunities for defects. Sigma = mr_average / 1.128 (for individual)
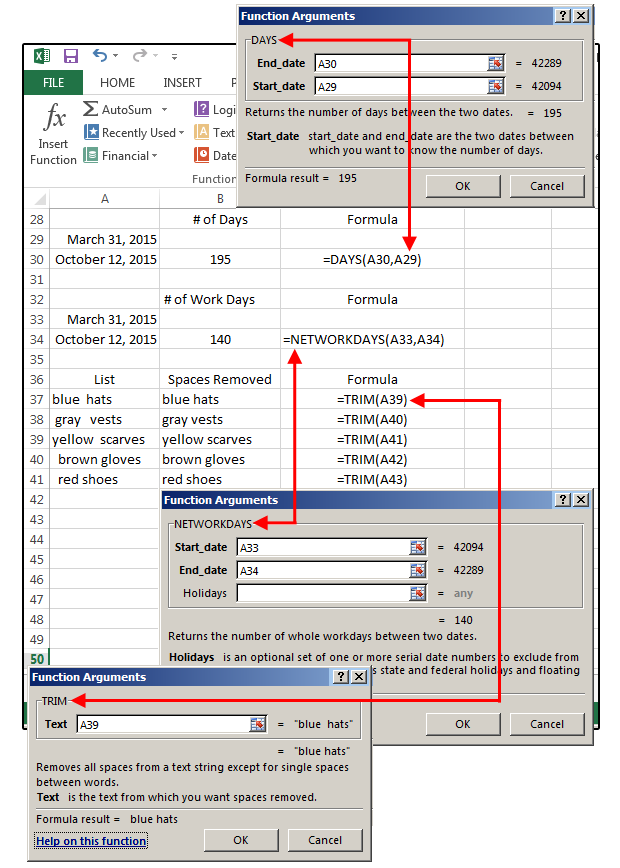
Your Excel formulas cheat sheet: 15 tips for calculations ... from images.techhive.com It shows how closely a process is able to produce the output to its overall specifications. Making use of cpk ppk excel template for excel worksheets can aid boost performance in your service. ⇢ (1) cpk <1.00 or =1 then it is poor and it is not capable. In order for you to calculate cpk you need to calculate the average of your sample data by using the average function. To calculate the cpk values, you need to estimate the standard deviation (s) from the range chart and the overall process average from the x chart. There are four different cases of the process are mentioned below: Using the formula above, it's easy to calculate. Failure rate = defects / opportunities for defects.
*estimated sigma = average range/d2.
A very crude estimate can be made by taking rbar/4. Input your target and tolerances for the x and y coordinates. Cp cpk formulas versus pp ppk formulas. For a more detailed view of process capability, statistical process control and the appropriate software, have a look. It has space for up to 35 characteristics and 100 measurements. Dpmo is calculated using the formula given below. The total variation estimate is affected by the variation between samples and within samples, the estimate for control limits is the within sample variation. Cp and cpk should be close in value to pp and ppk. Select the template from qi macros menu; If you want to have a template without branding, you can get it here. Common cpk vale=1,1.33,1.67 & 2. Dpmo = total number of defects found in sample / (sample size * number of defects opportunities per unit in the sample) * 1000000. The higher the sigma level, the better the process is performing.
Launch microsoft excel and type data in a1, upper limit in b1, average in c1, stdev in d1, and cpk in e1. → it provides an indication of the ability of a process to consistently provide an output that is within required specifications. Some software programs actually calculate ppk and call it cpk. Be sure which one your software does. Both are used for the measure of a potential capability of a process in short term.
Cpk Chart Excel Template - Reviews Of Chart from www.techiequality.com Failure rate = defects / opportunities for defects. To calculate all process capability figures you need. Cpk > 1 process is capable and centered between the lsl and usl. To calculate the cpk values, you need to estimate the standard deviation (s) from the range chart and the overall process average from the x chart. There are several parts to it. Using the formula above, it's easy to calculate. Cp cpk formulas versus pp ppk formulas. ⇢ (1) cpk <1.00 or =1 then it is poor and it is not capable.
In the excel file there is the case and the numbers plus questions about the process.
Along with the white boards it contains all the information you should need to answer it well, it is an. Dpmo is calculated using the formula given below. Input your target and tolerances for the x and y coordinates. Cpk > 1 process is capable and centered between the lsl and usl. It shows how closely a process is able to produce the output to its overall specifications. You can share as well as release your customized analysis with others within your business. To calculate the cp, cpk, and control limits use moving range or averages to estimate the variation. In addition, you need to calculate the standard deviation using the stdev function. If your process is in control, cpk and ppk will be essentially the same. Sigma = mr_average / 1.128 (for individual) Common cpk vale=1,1.33,1.67 & 2. Process with a cpk of 2.0 is considered excellent, while one with a cpk of 1.33 is considered adequate. Range usl lsl ppk std.
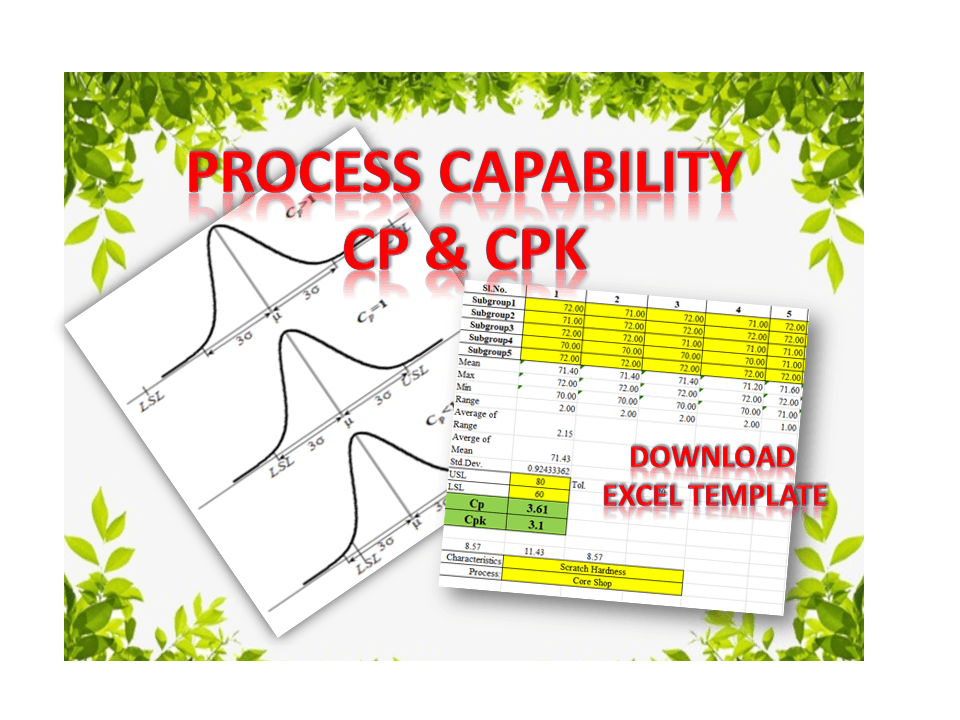
Here you get this process_capability_template_multilingual_20210429.xlsm to calculate all process capability figures you need. Common cpk vale=1,1.33,1.67 & 2. Cpk value <1 means bell curve will out of usl/lsl. To calculate the cp, cpk, and control limits use moving range or averages to estimate the variation. Launch microsoft excel and type data in a1, upper limit in b1, average in c1, stdev in d1, and cpk in e1.
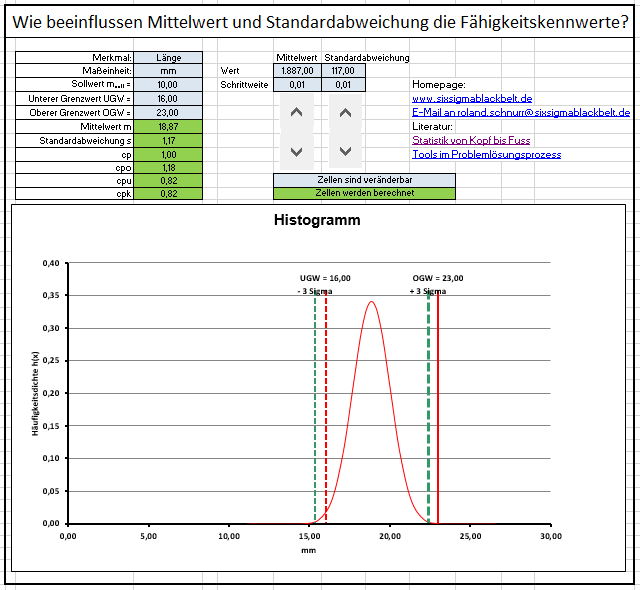
cpk Wert berechnen Grenzwert, Mittelwert, Standardabweichung from www.sixsigmablackbelt.de To calculate all process capability figures you need. Cp stands for process capability and cpk stands for process capability index. Making use of cpk ppk excel template for excel worksheets can aid boost performance in your service. If you want that i make some adjustments for you contact me. If you want to calculate directly from failure rate instead of using dpmo: Both are used for the measure of a potential capability of a process in short term. Be sure which one your software does. This is case study to calculate cp and cpk it's for an intro to quality engineering class please read it very carefully.
Dpmo = total number of defects found in sample / (sample size * number of defects opportunities per unit in the sample) * 1000000.
Cpk > 1 process is capable and centered between the lsl and usl. Cp stands for process capability and cpk stands for process capability index. Cp cpk formulas versus pp ppk formulas. Here you get this process_capability_template_multilingual_20210429.xlsm to calculate all process capability figures you need. A very crude estimate can be made by taking rbar/4. There are four different cases of the process are mentioned below: It decides how consistent we are to our average performance.the calculation is done by separating the formula into two halves. Be sure which one your software does. Sigma = mr_average / 1.128 (for individual) To find cpk you need to calculate a z score for the upper specification limit (called z usl) and a z score for the lower specification limit (called z lsl). Change different values to calculate cp and cpk. If you want that i make some adjustments for you contact me. Cp and cpk should be close in value to pp and ppk.